La gravure du Plexiglas
De quoi parle-t-on ?
Cet article traite de la gravure de type "trait de stylo" sur le PMMA (Plexiglas, Altuglass, etc.) ainsi que sur des matières similaires telles que le Styroglass et le PE (Makrolon).
Le PMMA, qu'est-ce que c'est ?
Le PMMA (polyméthacrylate de méthyle) est plus connu sous le nom commercial de Plexiglas (marque déposée) dans le langage courant. Le Plexiglas est un thermoplastique transparent disponible sous différentes formes, le plus souvent sous la forme de plaques. Les plaques de Plexiglas sont fabriquées de deux manières différentes : par coulée ou par extrusion. Une plaque de Plexiglas extrudé est moins chère à produire qu'une plaque coulée. Parmi les différences entre le Plexiglas coulé et extrudé, le Plexiglas coulé a une meilleure transparence même avec une épaisseur importante, et il s'usine plus facilement que le PMMA extrudé.
Pour un usage courant, le Plexiglas extrudé reste un très bon choix, tant du point de vue économique qu'esthétique.
Quelques conseils pour mettre toutes les chances de son côté pour une gravure réussie :
- Orthogonalité de la machine et de ses axes : la machine doit être parfaitement alignée pour garantir que la profondeur de gravure sera constante sur l'ensemble de la surface à graver. Pour plus d'informations, vous pouvez consulter mon article dédié à ce sujet : "Surfacer votre martyr et si ce n'était pas si simple ? Pas de panique, CncFraises vous explique tout !"
- Planéité du support de la plaque : un martyr en MDF fera l'affaire. Utilisez un martyr parfaitement surfaceé pour corriger les derniers défauts mineurs de votre machine.
- Fixation de la plaque : même si la plaque est parfaitement plane, la fixer par 4 vis à ses 4 coins n'est absolument pas suffisant. Il faut que l'intégralité de la plaque soit parfaitement au contact avec le martyr et qu'elle ne puisse pas bouger ni vibrer. Différentes techniques existent pour immobiliser cette plaque, comme une table à dépression (idéale pour les grandes surfaces à graver) ou la technique du "scotch bleu + cyano", qui est expliquée dans l'article : "Graver des PCB avec votre fraiseuse CNC, c'est facile avec CncFraises !".
 |  |
Choix des outils :
L'outil le plus courant pour graver différentes matières est la "pointe javelot". Pour le plexiglas, on peut sélectionner une pointe javelot qui a un profil particulier, comme la pointe javelot à 1 dent qui a un angle de coupe positif et facilite l'évacuation des copeaux. Il existe différents angles : 30°, 45°, etc. Vous trouverez des conseils pour exploiter au mieux une pointe javelot et, par exemple, déterminer la largeur (théorique) du sillon laissé par une pointe javelot en fonction de son angle et de la profondeur de passe dans l'article que j'ai écrit sur le sujet, disponible ici : "Gravure CNC, pointes javelots : les conseils et astuces CncFraises".
Méthodologie de tests :
La première approche consiste à "tirer des lignes". Pour une profondeur de passe donnée, je fixe la fréquence de rotation et je fais varier l'avance sur chaque ligne gravée. Cette technique est également utilisée pour tester une fraise dans différentes matières à différentes profondeurs de passe, jusqu'à la rupture si j'arrive à ce point.
Il est alors possible, pour une matière et un outil donné, de fournir des paramètres de coupe de démarrage validés. J'utilise un logiciel maison qui permet de générer ces parcours d'outils.
Pour la gravure, une fois que les paramètres de démarrage sont validés, divers tests complémentaires sont réalisés. Dans le cadre de travaux de gravure, le lettrage (par exemple "CncFraises" ?) permet de confirmer les paramètres.
Les pointes javelots :
La pointe javelot est un outil de gravure "rotatif" (comme une fraise), outil en forme de "V", disponible avec différents angles (de 15° ) 90°) et diamètres de pointes (0.1mm ou 0.2mm).

Prérequis importants pour une gravure réussie avec une pointe javelot
La gravure est généralement réalisée à une faible profondeur de passe (0,2 à 0,3 mm) et obligent l'outil à graver à une profondeur constante sur l'ensemble de la surface à graver, qu'elle soit petite (quelques cm²) ou très grande. La moindre différence est immédiatement sanctionnée, entraînant la disparition totale du trait de gravure ou la création d'une crevasse laissée par l'outil. Dans ce cas, la gravure est fichue, la matière est jetée et beaucoup d'argent est perdu.
La machine doit être parfaitement dégauchie, le martyr parfaitement surfacé et la matière "plaquée" à 100%.
Il existe différentes techniques pour compenser ces écarts. Il faut recourir soit à un capteur mécanique (type BlTouch comme pour les imprimantes 3D), soit à une cartographie par contact électrique de l'outil et de la surface. Le plexiglas n'étant pas conducteur, il faut poser un papier d'aluminium sur la plaque de plexiglas pour pouvoir utiliser cette technique (fastidieux...).
Une bonne géométrie globale de votre machine est donc primordiale (oui, désolé d'insister).
L'autre facteur important est la concentricité de la broche et/ou du couple pince/écrou. Toutes les broches ont un défaut de concentricité. S'il est "léger" (impérativement inférieur à 0,02 mm), cela passe encore. S'il est important, imaginez le faux rond en bout d'outil (nous parlons ici d'une pointe de 0,1 ou 0,2 mm de diamètre), la largeur du sillon n'est pas respectée et pour l'outil, c'est un stress phénoménal qui entraîne une usure prématurée, voire une casse rapide.
Fonte de la matière au passage de l'outil
Pour le plexiglas (comme tous les thermoplastiques), il a tendance à fondre au passage de l'outil. Il faut être extrêmement vigilant au début des travaux de gravure. Si un amalgame se forme sur la pointe, c'est que du plexiglas fondu colmate l'outil. Cela résulte d'une fréquence de rotation trop élevée (ou d'une avance vraiment trop faible). Dans ce cas, la fréquence de rotation doit être diminuée.
La fréquence de rotation retenue sera celle "juste avant" la fonte de la matière.
En ce qui concerne l'avance, les copeaux (qui seront très petits, de la taille de la poussière en raison de la taille de la dent) doivent être bien évacués. S'ils restent dans le sillon, cela entraîne un échauffement. Il faut augmenter l'avance.
Remarque importante : Tous les plexiglas se comportent différemment. Entre un plexiglas extrudé, coulé, la marque et même la couleur, tous ces éléments impactent les paramètres de coupe.
D'expérience, j'ai déjà constaté des différences de comportement sur un même plexiglas, même outil et même paramètres de coupe, entre un usinage en hiver (mon atelier n'est pas chauffé) et en été !
Gravure avec une pointe javelots, observations et résultats
Outil utilisé pour ces tests : PJ1D45EVOMAX (1 dent, 45°, 0.1mm)
Test des "lignes"
Fréquence de de rotation fixée à 10.000 (juste avant le point de chauffe)
Première linge à 100 mm/min, incrément de 50 mm/min à chaque ligne.
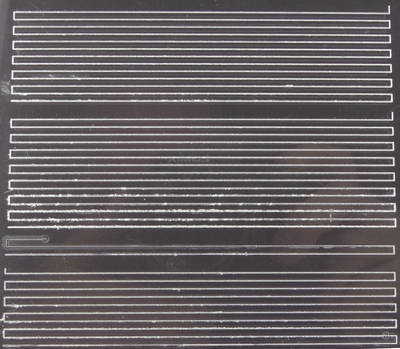
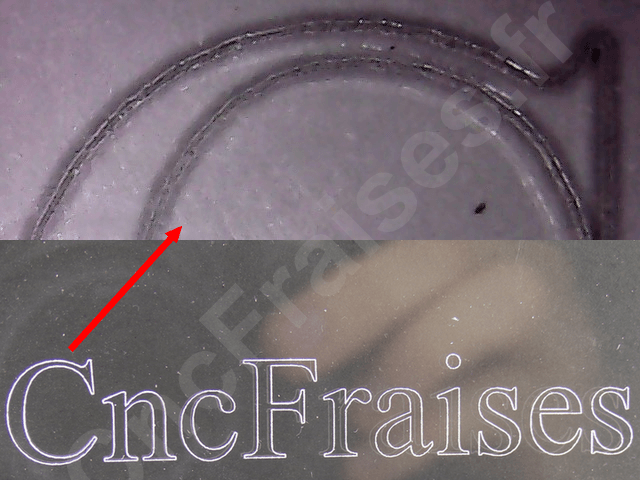
Observations et conclusion :
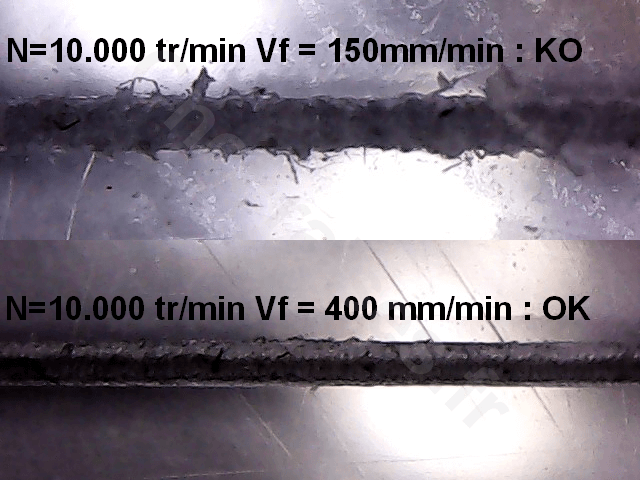
Il faut une avance suffisante pour que du copeaux soit formé, sinon il tend à fondre et rester au fond de la rainure, les bords du sillon ne sont pas beau.
A 10.000 tr/min c'est à partir de 400 mm/min que le sillon est acceptable dans ces conditions.
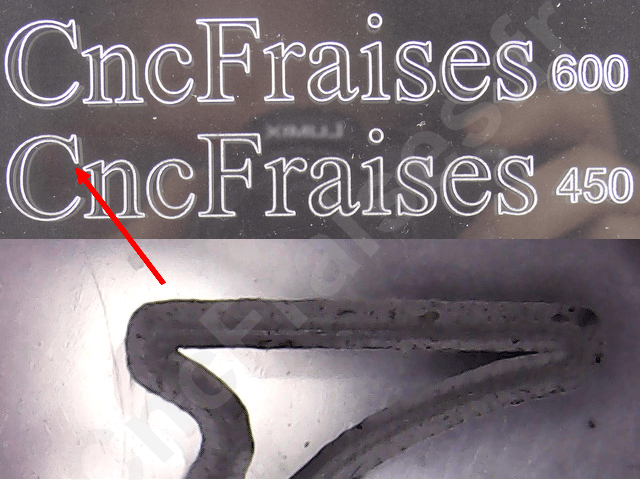
Quelques résultats en lettrage :
La fréquence de rotation est toujours fixée à 10.000 tr/min. Chaque gravure du lettrage "CncFraises" est réalisé à une avance différente, l'avance étant aussi gravée pour référence.
Mêmes conclusions que pour le test des lignes, il faut une bonne avance pour obtenir un sillon propre.
Optimisations de vos gravures dans le plexiglas :
La gravure n'est pas à la hauteur de vos attentes ?, les paramètres de coupe sont difficiles à trouver/optimiser ?, bref, c'est la galère...
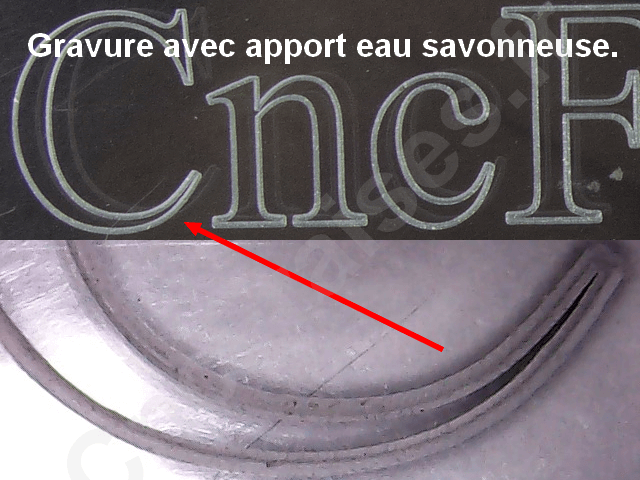
Mon astuce simple et (quasi) infaillible : il suffit de déposer ou pulvériser sur la plaque un produit magique. Quel est mon secret ? Simplement de l'eau savonneuse ! Le processus de gravure est "transformé" et le résultat est bien meilleur. Ces quelques gouttes d'eau ne vont en rien salir votre machine ni même votre martyr. L'essayer, c'est l'adopter. Pour les grandes gravures, un système de microlubrification simplifiera la mise en œuvre.
Avec une vitesse d'avance modérée à importante, l'eau savonneuse agit comme un "lubrifiant" mais aussi limite la montée en t° au niveau de la pointe. La qualité de gravure reste parfaite même si l'avance en matière n'est pas "optimale", la plage d'erreur des paramètres de coupe est plus importante, le risque de "loupé" diminue.
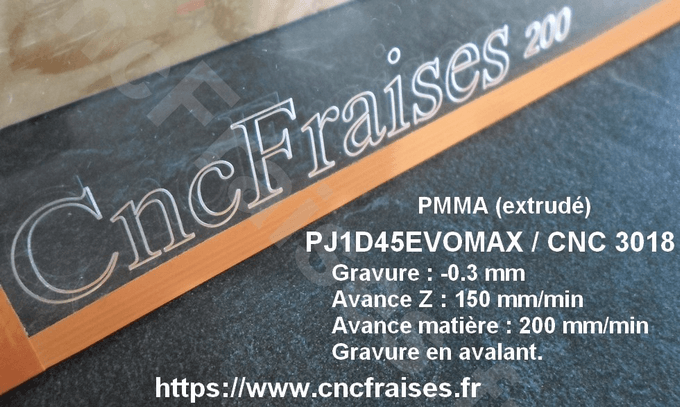
Et avec une 3018 ?
La 3018 d'origine utilise un petit moteur, limité à environ 8000 tr/min (à vide...).
J'ai aussi réalisé quelques tests de gravure du PMMA sur une 3018 100% d'origine avec la PJ1D45EVOMAX.
La fréquence de rotation est réglée à 100% (maximale).
Le résultat et les paramètres optimaux en image :
Outil de gravure à pointe diamant :
La gravure par outil rotatif permet de faire varier les effets (profondeur de passe, angle de la pointe javelot), cependant cette technique peut se révéler vite complexe (avec le risque de perte de matière au moindre problème).
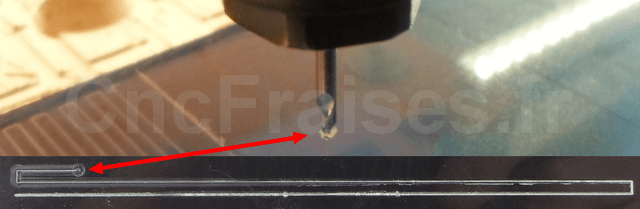
Si l'objectif visé est une gravure de type "trait de stylo", sans avoir besoin de graver un sillon plus ou moins profond, il existe une autre technique pour graver le plexiglas (et d'autres matières), c'est tout simplement la "rayure". Comme on le fait avec une pointe diamant pour couper un morceau de verre, la pointe diamant vient "rayer" le plexiglas. Un éclat de diamant est serti et taillé en "pointe".
L'outil de gravure à pointe diamant (O.G.D) a été conçu pour ces usages.
C'est une gravure par rayure, l'enlèvement de matière est très léger, ce n'est donc pas une technique pour venir "creuser" un sillon profond. Repasser plusieurs fois au même endroit ne sera pas efficace, voire contre-productif. Si l'on souhaite donner un "relief" visuel, on aura alors recours à un remplissage avec différents motifs (hachures) des lettres ou autres formes que l'on grave.
Autre avantage de cet outil, il est "flottant", la pointe équipée du diamant est montée sur un ressort, ce qui permet de gommer les défauts (mineurs) de planéité du support et de la machine. Le processus de gravure est alors simplifié. Dernier avantage, le diamant raye la matière, il n'a pas besoin de tourner, on utilise donc l'outil broche à l'arrêt (impératif), pas de bruit pendant la gravure, quel confort !
Le sillon gravé est propre et fin. L'aspect visuel est flatteur.
Le rendu est différent de la gravure par une pointe javelot, mais cet outil rend de nombreux services, autant par sa facilité de mise en œuvre que par les résultats obtenus.
Conclusion :
La gravure du plexiglas par pointe javelot permet d'obtenir de nombreux effets différents, la mise œuvre peut être complexe si on ne respecte pas quelques prérequis, l'outil à pointe diamant sera peut-être un peu plus limité dans les rendus possibles, mais sa facilité d'utilisation le rend "incontournable" dans la boîte à outils de tout bon graveur / fraiseur ;-)
Bonne gravure du plexiglas avec CncFraises.