Surfacer votre martyr et si ce n'était pas si simple ?
Pas de panique, CncFraises vous explique tout !
Dans cet article, je vous partage mon expérience théorique et pratique sur le "surfaçage d'un martyr" pour protéger votre table de fraisage et optimiser vos prochains travaux de fraisage sur votre fraiseuse CNC !
Cet article est "compatible" avec n'importe quelle machine de fraisage à commande numérique, il faudra bien entendu l'adapter à votre écosystème de fraisage (rigidité machine, puissance broche, etc.).
Accrochez vos ceintures… c’est parti ;-)
C'est quoi "surfacer" ?
Le surfaçage est une opération destinée à assurer la planéité ou la régularité de forme d’une surface.
C'est quoi un "martyr" ?
Sur une grande majorité des fraiseuses, on pose sur la table de fraisage une plaque d'une matière (tendre et économique) assez épaisse pour :
- Protéger la table de fraisage
- Faciliter la fixation de la matière à fraiser (appelée "Brut")
- Usiner une empreinte pour optimiser le placement de l’objet à fraiser
- Créer des repères visuels, insérer des inserts taraudés
- etc.
Cette plaque est nommée « martyr », elle porte bien son nom puisqu’elle est justement là pour souffrir à la place de la table de fraisage de votre machine.
Il serait dommage d’abimer la table de fraisage de votre fraiseuse, table qui peut être une pièce structurelle de votre machine et/ou une pièce usinée dans une matière difficile à remplacer et coûteuse (table rainurée alu ou acier par exemple).
Quelle matière choisir comme "martyr" ?
On choisit généralement une matière peu coûteuse, facile à travailler et à remplacer.
Sur une fraiseuse CNC de type « hobby » ou semi-professionnelle, le « MDF » ou le "Valcromat" sont des solutions courantes.
La fraise peut être amenée à toucher voir fraiser ce "martyr", autant que cette matière soit tendre pour limiter les effort de coupe et ne pas trop réduire la durée de vie de la fraise.
Avant de "surfacer votre martyr" avez vous "dégauchi" votre machine ?
Désolé, mais ce qui va suivre, risque de ne pas vous plaire...
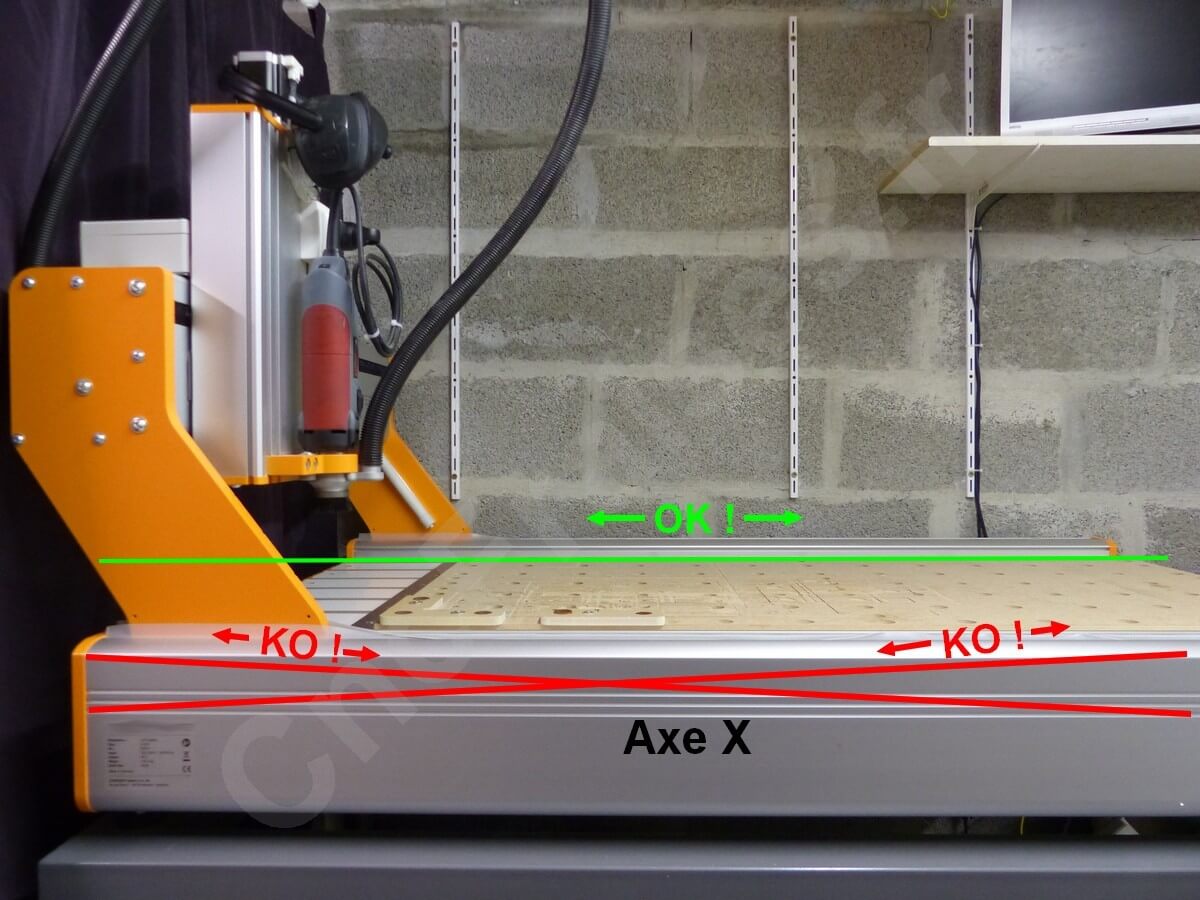
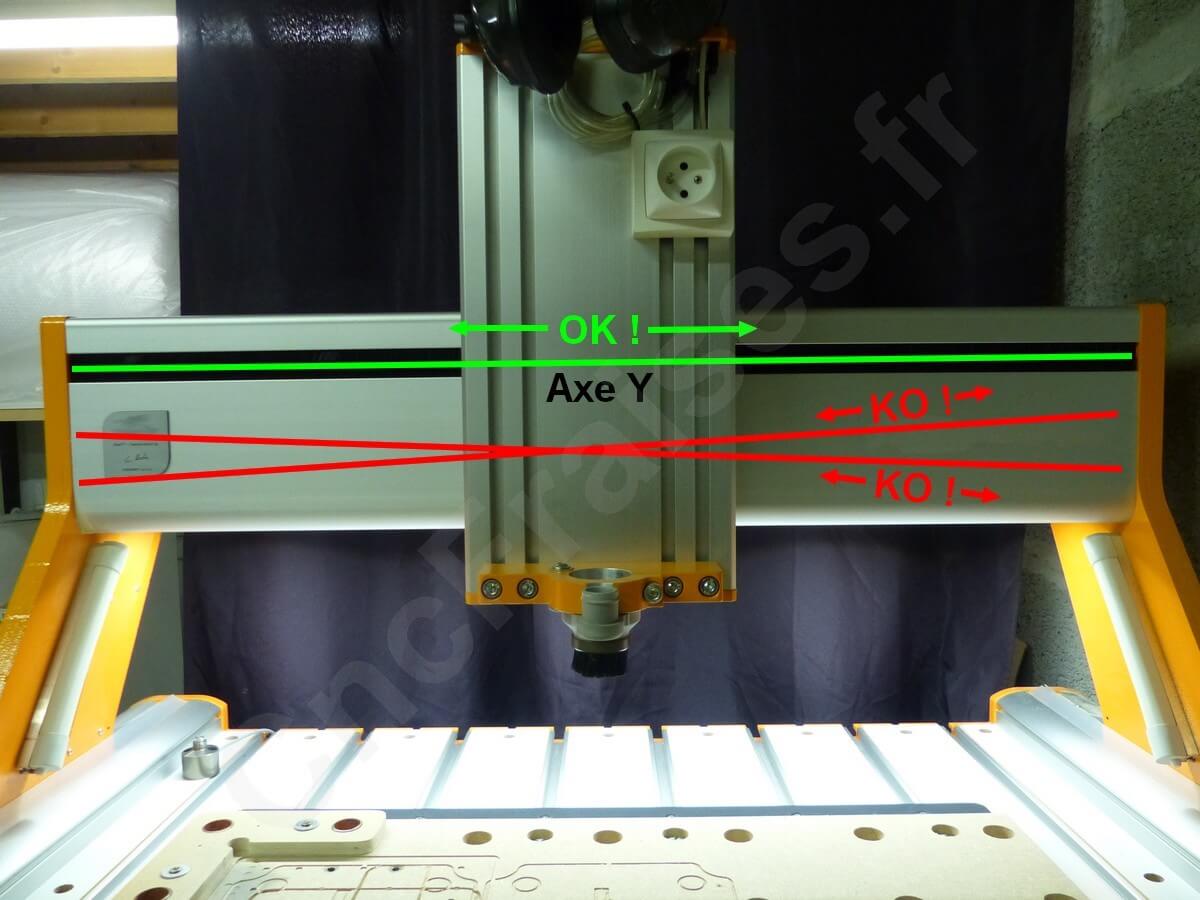
Dégauchir une fraiseuse ("squaring milling machine" en anglais), c’est s’assurer que tous les axes sont parfaitement rectilignes, puis qu’ils soient orthogonaux entre eux.
Un exemple simple : votre axe X n'est pas rectiligne, lorsque l'outil touche le table de fraisage il ne la touche plus à l'autre bout de la course de ce même axe, si c'est le contraire c'est plus embêtant... vu que vous allez fraiser votre belle table de fraisage, oupsssss !
L’objectif est d’obtenir la machine la plus rectiligne possible sur tous ses axes avant de lancer le moindre usinage.
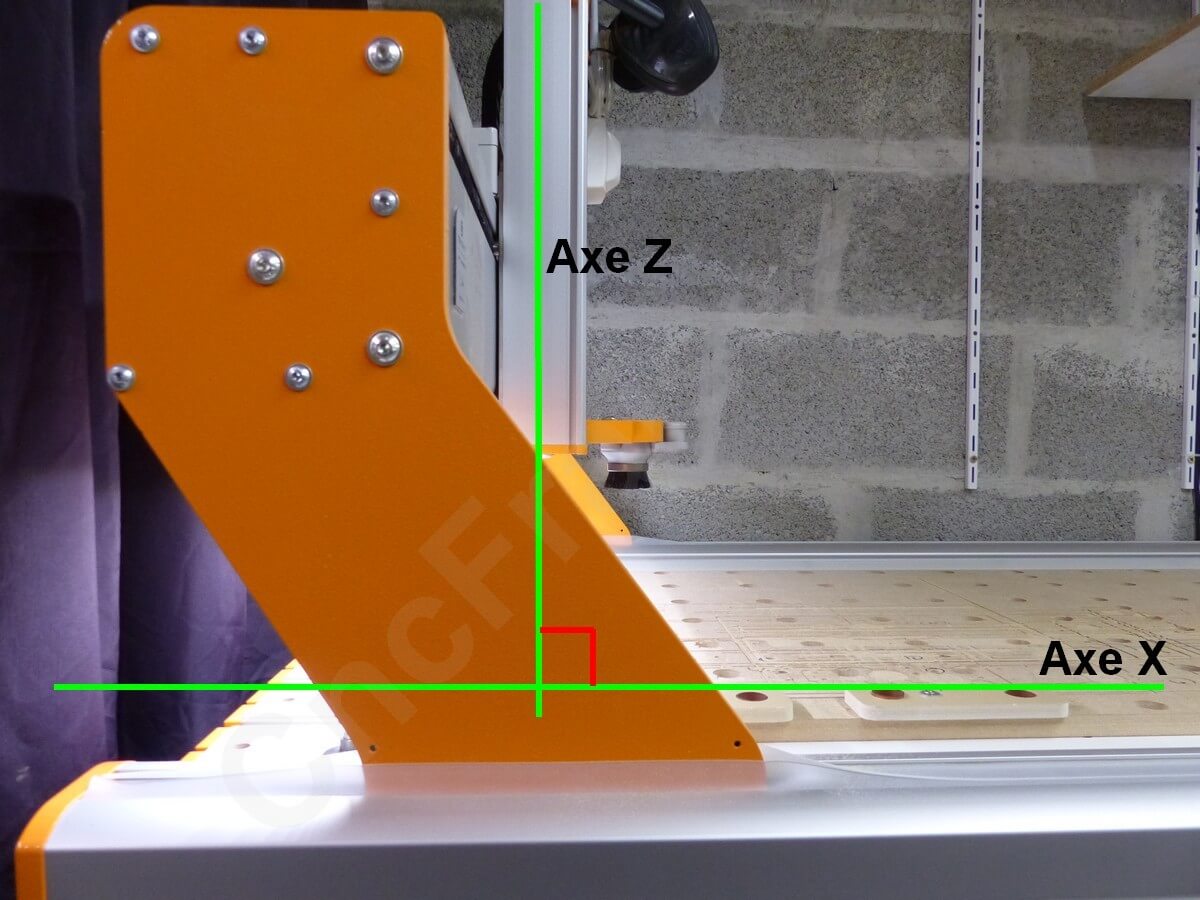
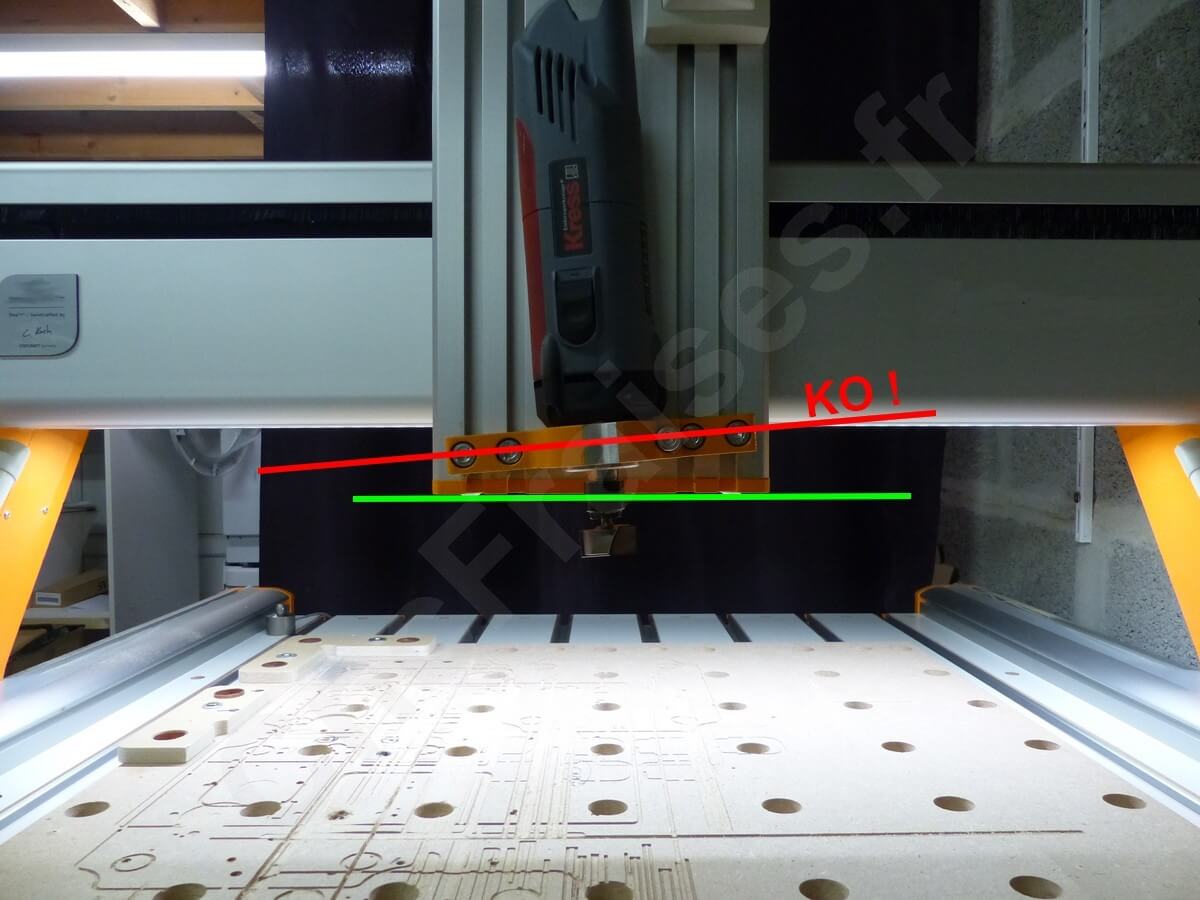
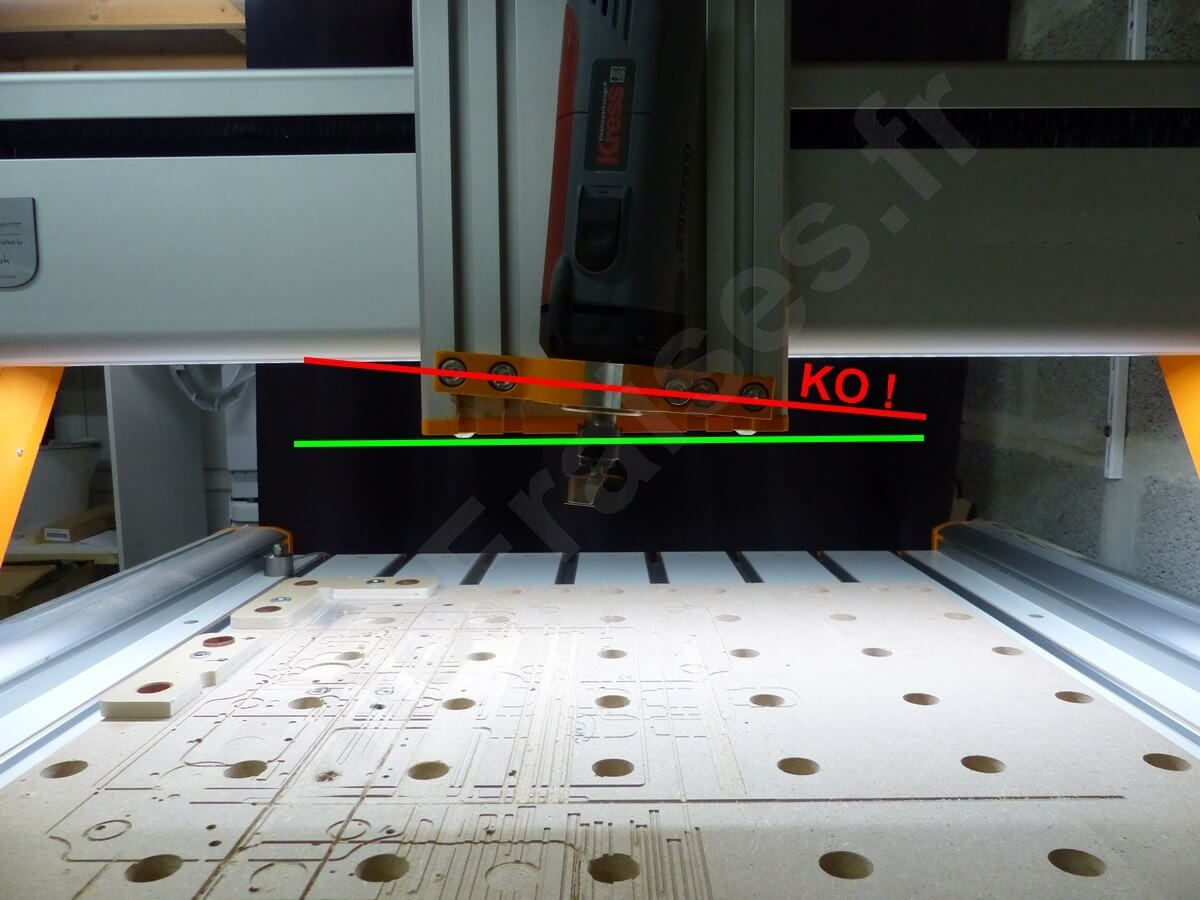
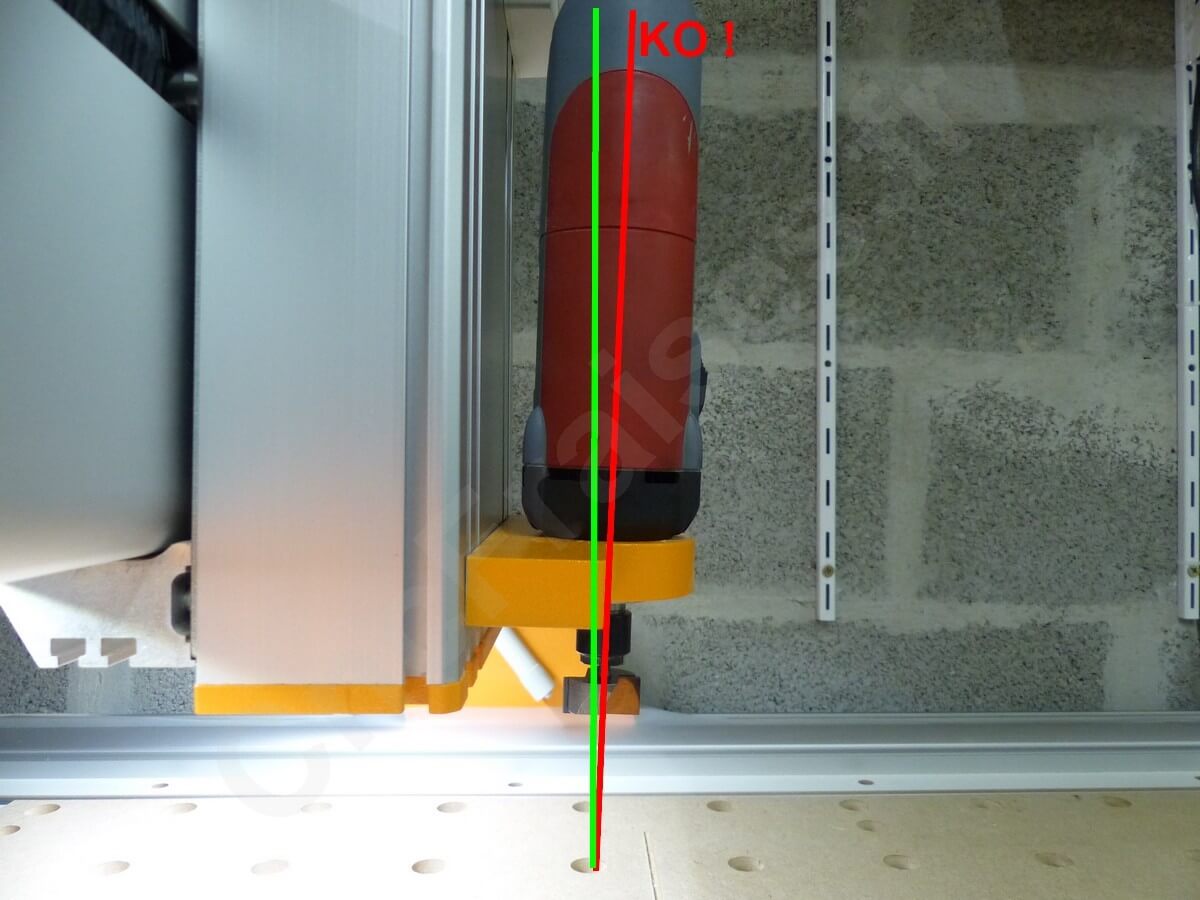
Avez-vous aussi entendu parlez de « dégauchir la broche » de votre fraiseuse (tramming the head en anglais) ?
C’est la même idée que pour les axes de votre machine, il faut que la broche montée sur son support soit parfaitement orthogonale avec la table de fraisage.
Dans l’ordre…
Etape n°1
Lors de l’assemblage de votre machine (si c’est une machine en kit), il faudra vérifier que le châssis de votre machine est parfaitement dégauchi, puis que chaque axe est parfaitement rectiligne, même chose pour chaque chariot (réglage des guidages linéaires).
A chaque étape du montage, répéter les opérations de vérification et réglages si nécessaire.
Un pied magnétique et un comparateur seront vos nouveaux meilleurs amis ;-)
Etape n°2
Quand les 3 axes sont montés, support de broche installé, régler l’orthogonalité de la broche par rapport à votre table de fraisage (sans martyr !).
Je remarque que peu de fournisseurs de fraiseuses type « hobby » ou semi- professionnelle en kit ou pré- assemblées évoquent ces réglages malheureusement.
Je pense (mais je peux me tromper…) que c’est « volontaire » pour ne pas vous effrayer car ces réglages peuvent être très longs et fastidieux surtout quand rien n’est prévu d’origine sur la machine pour les réaliser (et c'est très souvent le cas malheureusement) !
Ces « omissions » peuvent aussi mettre en évidence des problèmes structurels de la machine (manque de rigidité, choix mécaniques simplifiés, …).
Si vous prenez le temps de réaliser ces réglages, tous vos futurs fraisages seront de meilleure qualité, vos outils souffriront beaucoup moins (nous y reviendrons…), bref vous pourrez exploiter votre fraiseuse CNC dans de bien meilleures conditions.
C’est un gros effort, mais cela vaut le coup !
Pour plus d’informations à ce sujet, je vous laisse vous rapprocher du fournisseur de votre fraiseuse et/ou chercher sur Youtube avec le nom de votre machine suivi des mots clés comme "squaring" ou "tramming". Un exemple ? "tramming head shapeoko".
Pourquoi surfacer son martyr ?
Maintenant que votre machine est parfaitement dégauchie, orthogonalité de la broche par rapport à la table de fraisage parfaitement réglée, martyr fixé (fermement) sur la table de fraisage ; il faut le « surfacer ».
Le surfaçage va permettre de « gommer » tous les petits défauts à la surface de la matière et surtout reporter les (derniers) défauts d'orthogonalité restant des axes de votre machine sur le martyr.
J’ai rien compris, un exemple ?
Je fixe dessus une plaque de PMMA, pour graver un logo.
Si ma machine a encore quelques défauts (mal dégauchie) et que je n'ai pas surfacé mon martyr :
Je vais graver à la bonne profondeur mon logo là ou j’ai réalisé mon « 0 » outil, mais quand je vais m’éloigner de cette zone ma gravure sera peut être trop profonde ou la pointe ne sera plus en matière. Conclusion : gravure loupée, plaque de PMMA à la poubelle.
Quels outils pour surfacer ?
Toutes les fraises de type "coupe en bout" dont le « bout » est plat sont adaptées au surfaçage.
Plus le diamètre de coupe de l’outil sera important, plus le surfaçage sera rapide. Mais, les défauts d’orthogonalité de la machine seront davantage « révélés » lors du surfaçage.
Sur des machines qui possèdent de grandes surfaces utiles, on privilégiera naturellement des outils de fort diamètre de coupe (attention, vérifier que votre écosystème de fraisage peut supporter l'utilisation d'outils lourds et de gros diamètres de coupe !).
Il faut trouver des outils dont le diamètre de queue reste « raisonnable » mais qui possèdent un diamètre de coupe important.
Pour surfacer un martyr en MDF, on utilisera un outil « simple » et souvent détourné du monde des outillages électroportatifs (défonceuses). C’est ce type d'outil que je nomme « fraise à surfacer » dans la gamme CncFraises.
Les fraises à surfacer CncFraises possèdent (volontairement) un petit diamètre de queue (6mm) mais un diamètre de coupe assez important (16 et 30mm).
Bien entendu ces outils seront réservés pour surfacer, on peut « attaquer » du bois de manière plus agressive mais le diamètre de queue doit limiter vos ardeurs !
On réservera donc ces fraises pour surfacer (de l’ordre d’un millimètre par passe) son martyr pour commencer.
Si votre machine est rigide et votre broche assez puissante ; l’avance pourra être, dans ces conditions, très importante.
| Vitesse de rotation | Avance (départ) | Passe (départ) |
| FAS616 | 20.000 tr/min max | 1000 mm/min | 1 mm |
| FAS630 | 18.000 tr/min max | 1000 mm/min | 1 mm |
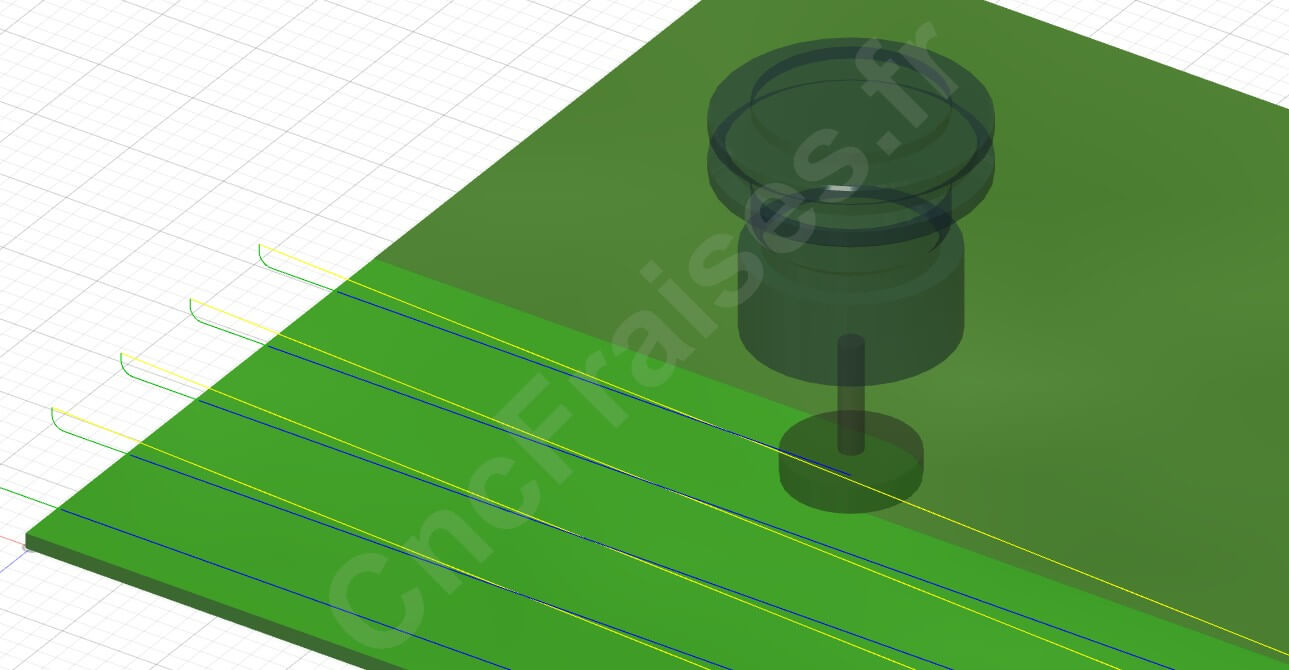
Quels parcours d'outil pour surfacer ?
De nombreux logiciels de génération de parcours d’outils proposent des « macros » pour générer un parcours d’outil simple, type « escargot » pour surfacer.
On peut aussi considérer le surfaçage comme l’usinage d’une « poche » bien entendu.
Des logiciels très performants comme Fusion360 (par exemple), proposent des stratégies de surfaçage avancés, on peut user et abuser de ces stratégies professionnelles pour nos usages !
En règle générale, avec les fraises à surfacer, je vous conseille de fraiser « en avalant » (« conventinal milling » en anglais).
Défauts de surfaçage, la faute à qui, à quoi ?
J’ai surfacé mon martyr, mais j’ai des stries ? C’est la faute à la fraise…
Eh non ! Comme d’habitude la première chose que l’on accuse c’est la fraise (j’ai un peu l’habitude…).
Dans 99.9% des cas, les stries ou marques laissées par l’outil sont dues… au mauvais réglage de votre machine, nous y voilà !
Si vous êtes arrivé jusque ici vous avez dû (enfin j’espère) lire la (longue) partie de cet article qui porte sur les réglages préliminaires de votre machine (dégauchir, dégauchir, dégauchir…).
Même si l’action de surfacer votre martyr permet de « reporter » les défauts sur celui-ci, vous pouvez maintenant vous rendre compte que cela comporte des limites.
Pour supprimer ces « stries » réglez votre machine ! (désolé d'insister...).
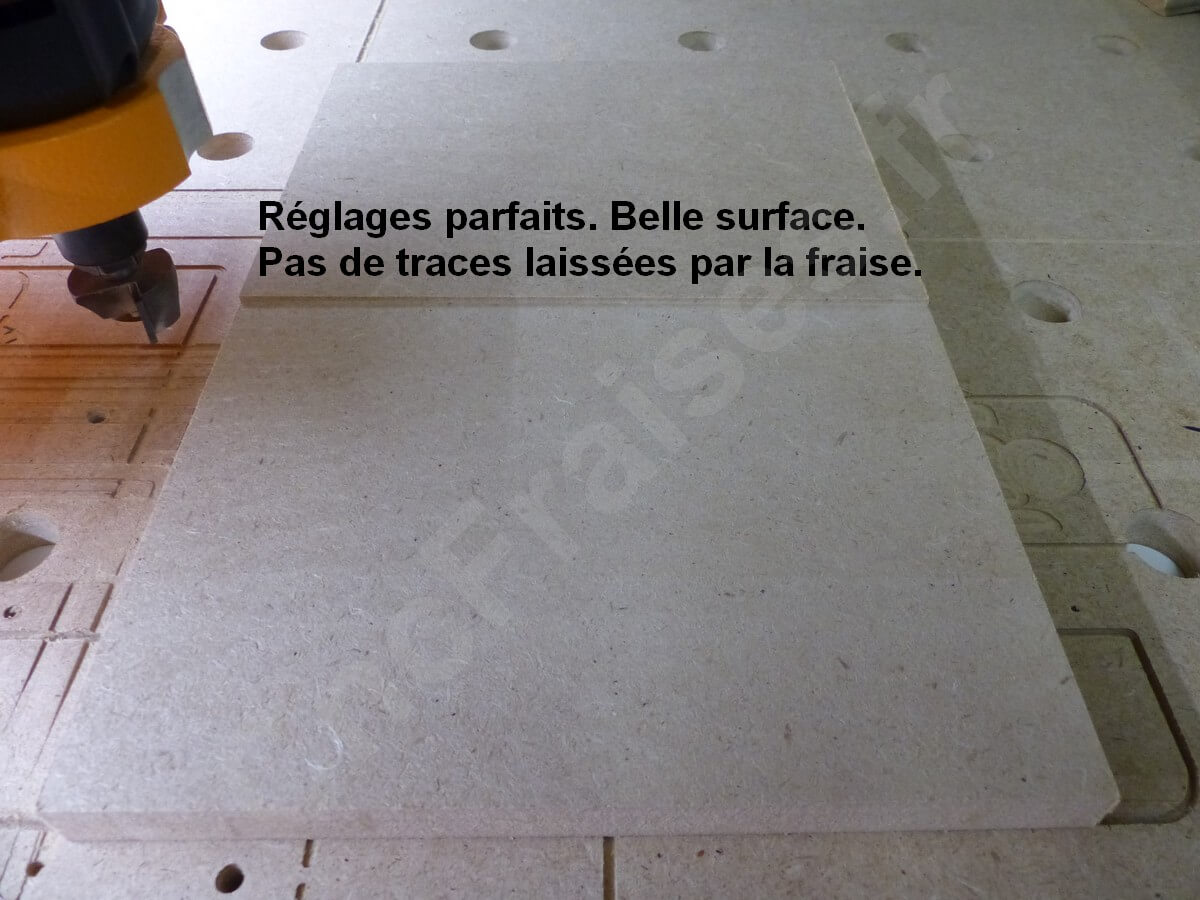
Avec une machine bien réglée, le surfaçage de votre martyr sera parfait, vous ne devriez pas "voir" de traces après ces nombreux allers-retours de la fraise ou alors, ils seront à peine perceptibles.
Bons surfaçages avec CncFraises !
A votre service.
Christophe.