Déterminer le diamètre de coupe d'une fraise, une méthode simple et pratique !
Le diamètre théorique de coupe d'une fraise est fourni par le constructeur et/ou revendeur de la fraise.
Il est courant de monter la fraise dans la pince de la broche, reporter le diamètre de coupe théorique de la fraise dans le logiciel de création des parcours d'outil ou de pilotage de la fraiseuse et lancer l'usinage.
Après l'usinage, catastrophe, les deux pièces qui devaient s'emboîter, ne s'emboîtent pas, après mesure, les pièces fraisées ne sont pas aux côtes attendues.
Des côtes non tenues en fraisage, ne sont pas systématiquement liées au diamètre de coupe de la fraise, il ne faut pas oublier les efforts de coupe durant l'usinage, le type de matière usinée, la rigidité de la machine, le manque de couple de la broche ou encore des paramètres de coupe sous ou sur évalués, ...
D'expérience, la fraise est rarement la cause de ce problème, mais c'est le dernier élément rapporté sur la machine, par conséquent, le plus facile à "accuser"...
Comment mesurer le diamètre de coupe d'une fraise ?
C'est simple, il suffit de prendre son pied à coulisse ! C'est malheureusement une erreur...
Prenons l'exemple d'une fraise 1 dent, comme la FC1D3008EVO. Il faudrait réussir, avec le pied à coulisse, à déterminer l'endroit où le diamètre de la dent est le plus important, sur une forme hélicoïdale n'est simple, voir impossible... de plus avec la fraise tenue (en général) dans la main et de l'autre le pied à coulisse... quel est le résultat de cette mesure ?
Je lis péniblement 2.93 mm au pied à coulisse.
Si on rentre 2.93 mm comme diamètre de coupe dans le logiciel de fraisage et on usine... les côtes obtenues après l'usinage ne sont pas bonnes.
Vu de dessus d'un fraise 1 dent (exemple) :
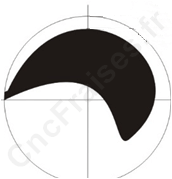
On retrouve cette difficulté dès que le nombre de dent est impair, sur des profils spéciaux, etc...
Conclusion : cette méthode de mesure est fausse et ne permet PAS de déterminer le diamètre de coupe réel d'une fraise.
Le diamètre de coupe d'une fraise à une ou plusieurs dents, de surcroît d'un petit diamètre de coupe, ne se mesure pas au pied à coulisse.
Il est préférable d'utiliser des appareils de mesure beaucoup plus précis et spécialisés (ex : Smile Compact Zoller).
Lorsque la fraise est montée dans la broche, n'oublions pas non plus le "faux rond" éventuel de l'outil et surtout celui de la pince / broche !
Dans le cas d'une fraiseuse type "hobby" ou semi-professionnelle, toutes les "broches" introduisent un faux rond, c'est inévitable.
De plus, si votre broche :
- a déjà "tapé" un peu fort dans de la matière ou votre martyr (que celui à qui cela n'est jamais arrivé me jette la première pierre... ).
- que votre pince n'a jamais été nettoyée / changée ces dernières années.
- Autres...
Le faux rond est certainement déjà "énorme", par conséquent, au-delà des "normes" industrielles d'usage d'une fraise carbure.
Je vous propose une méthode simple, basée sur la pratique pour déterminer le diamètre de coupe réel d'une fraise.
C'est une approche qui est utilisée par les tourneurs/fraiseurs professionnels, ces professionnels ne prennent pas à la lettre le diamètre de coupe communiqué par le fournisseur, sans parler des fraises qui sont réaffutées, le diamètre de coupe diminue après chaque affutage me semble t-il (humour...).
L'idée est de fraiser en situation, sur votre machine. La mesure ne prend que quelque minutes, elle peut être suivie d'un test pour valider très simplement le diamètre de coupe réel obtenu.
Important : le fraisage sera réalisé dans une matière suffisamment tendre, pour ne pas générer d'effort de coupe important, efforts qui pourraient impacter les mesures que nous allons effectuer. La matière ne devra pas, par contre, se déformer lors des mesures réalisées au pied à coulisse (éviter le polystyrène par exemple...).
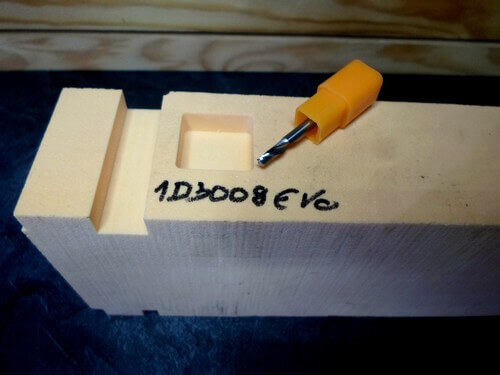
Pour mes tests, j'utilise une chute d'un bloc de mousse PU dense usinable.
Etape n° 1 : Idée générale
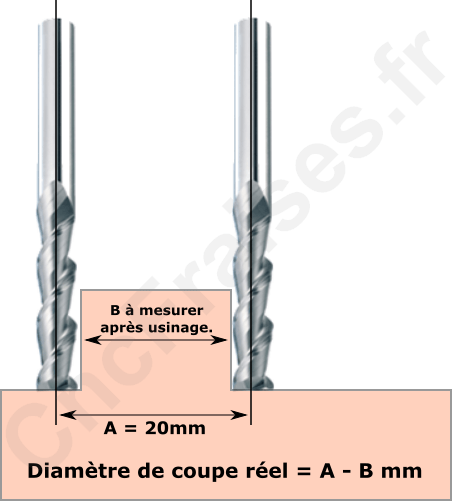
Usiner avec la fraise, deux rainures "coupe au centre de l'outil", dont l'entre-axe (côte A sur le schéma ci-dessous) des deux rainures est imposé et parfaitement respecté par la machine.
Etape n° 2 : Mise en situation sur la machine
La matière est bridée sur votre fraiseuse, l'usinage doit pouvoir commencer par un fraisage latéral sur une surface ouverte de la matière à fraiser. Réaliser l'OP (Origine Pièce) pour que l'engagement latéral soit égal à (environ) 0.5 * diamètre de coupe théorique de la fraise.

Etape n°3 : Génération d'un G-code
Le plus rapide est de générer un G-code "à la main" pour créer les séquences d'usinage. On commence par le premier fraisage, profondeur de passe de 5 mm par exemple et une avance de 1000 mm/min (la matière est très tendre à usiner... c'est du beurre).
L'usinage se fera "en avalant".
Ensuite, on déplacera la côte en Y (dans mon cas) de 20 mm (ma constante "A" dans le schéma théorique de l'étape n°1), là aussi, cet usinage sera réalisé en avalant.
C'est déjà suffisant mais pour pouvoir mesurer au pied à coulisse, il faut créer un peu plus de dégagement, on ajoute donc quelques allers/retours supplémentaires pour retirer de la matière, 1/2 diamètre de fraise pour être sûr qu'on retire suffisamment de matière entre chaque déplacement.
Retour à l'origine pièce (OP), c'est fini.
Un exemple (à adapter à votre machine / logiciel de pilotage bien entendu !!) :
;DEBUT machine en OP (0,0,0)
G1 Z-5 F1000 ; Descente en matière 5 mm
G1 X60 ; Rainurage latéral, en avalant
G1 Z2 ; Fraise hors matière
G1 X0 ; Retour à l'origine
G1 Y20 ; Déplace Y d'une côte fixe : 20 mm -> côte imposée "A"
G1 Z-5 ; Descente en matière 5 mm
G1 X60 ; Second rainurage en avalant
G1 Y21.5 ; Début séquence dégagement pour pied à coulisse
G1 X0
G1 Y23
G1 X60
G1 Y24.5
G1 X0
G1 Y26
G1 X60
G1 Y27.5
G1 X0
G1 Y29
G1 X60
G1 Y30.5
G1 X0 ; Fin séquence dégagement
;FIN usinage
Etape n°4 : Prêt ? Usinez !
Le G-code est validé, lancez l'usinage.
A peine démarré, c'est déjà fini. Un coup d'aspirateur et on retire la pièce pour mesurer dans de bonnes conditions.

Etape n°5 : Mesures
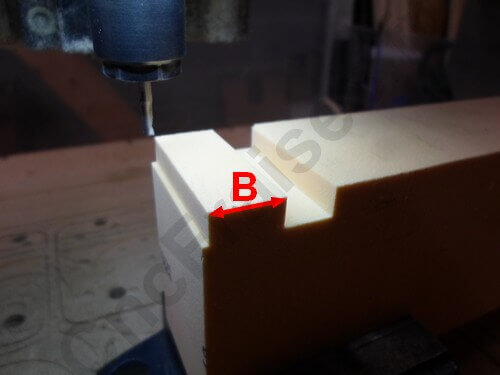
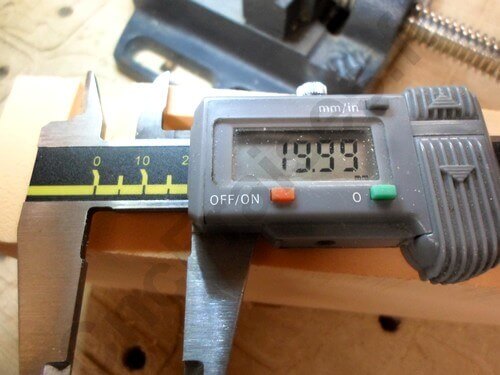
On mesure l'îlot qui a été formé par les 2 rainures, c'est la côte "B". Ma mesure avec mon pied à coulisse standard est : 16.82 mm.
Dans le cas de la FC1D3008EVO, le diamètre réel de fraisage, sur ma machine, dans mes conditions de coupe est : 20 - 16.82 = 3.18 mm. Pour mémoire, j'avais "mesuré" un diamètre de coupe de 2.93 mm au pied à coulisse (sans commentaires...).

Etape n° 6 : Vérification
Pour vérifier, à l'aide de mon logiciel de CadCam, je "dessine" un carré de 20 mm*20 mm, je programme un usinage intérieur complet avec le diamètre d'outil mesuré : 3.18 mm.
Après usinage, le pied à coulisse permet de vérifier les côtes, la côte évolue entre 19.99 mm et 20.00 mm. Dans mon environnement et avec les possibilités de cette machine, c'est parfait.
Conclusion
Avec cette méthode simple, on s'assure du diamètre réel de coupe de la fraise dans des conditions réelles AVANT de programmer / démarrer des usinages sur des matières qui peuvent être coûteuses...
La mesure avec un outil "basique" comme un pied à coulisse sur la fraise n'est pas suffisant pour déterminer le diamètre réel de coupe d'une fraise avec précision.
Rien ne remplace un test, même basique en situation pour prendre en compte tout son écosystème de fraisage et ses inévitables défauts (dans un environnement loisir ou semi professionnel j'entends).
Lorsque vous passez à l'usinage de la matière cible si les côtes ne sont toujours pas bonnes, avant d'accuser cette malheureuse fraise, il faudra se poser quelques questions :
- Mes paramètres de coupe sont-ils bons ou cohérents avec ma machine / matière à fraiser ?
- Ma machine est t-elle suffisamment rigide par rapport aux conditions de coupe paramétrées ?
- La longueur utile de la fraise n'est t-elle pas trop importante (déflexion outil) ?
- Etc.
Si tout va bien, vous aurez l'assurance que vos travaux de fraisage seront à la hauteur de vos exigences en terme de "côtes" finales, c'est ce que l'on recherche en priorité avec une fraiseuse numérique...
Christophe.